

Tinokugamuchirai kuCHUANGRONG

Muchina weMakore 18 weFekitori Dn20-200 weKushongedza Electrofusion Zvizere
"Kutendeseka, Kugadzira Zvinhu Zvitsva, Kusimba, uye Kushanda Nesimba" ndiyo pfungwa inogara iripo yekambani yedu yekusimbisa pamwe chete nevatengi kuti vawirirane uye vawane purofiti yemakore gumi nemasere ekugadzira fekitari Dn20-200 Fully Automatic Electrofusion Welding Machine, sezvo iri kambani iri kukura, tingasave tiri vanobudirira zvakanyanya, asi tiri kuedza nepatinogona napo kuva shamwari yako yakanaka.
"Kutendeseka, Kugadzira Zvinhu Zvitsva, Kusimba, uye Kushanda Nesimba" ndiyo pfungwa inogara iripo yekambani yedu yekusimbisana kwenguva refu nevatengi kuti vawirirane uye vabatsirane.Muchina weKushongedza weElectrofusion weChina nemuchina weKushongedza weElectro weChinaTichaita zvese zvatinogona kuti tishande pamwe chete uye tigutsikane nemi tichivimba nemhando yepamusoro uye mutengo wemakwikwi uye zvakanakisa mushure mebasa, tinotarisira kushanda nemi nemwoyo wese uye kuita zvibodzwa mune ramangwana!
Ruzivo Rwakadzama
| Mashandisirwo: | Kubatanidza Mapombi eElectrofusion | Basa rekutengesa mushure mekutengesa rakapihwa: | Zvikamu Zvemahara, Kuisa Munda, Kuisa Komisheni Uye Kudzidziswa, Basa Rekugadzirisa Nekugadzirisa Munda, Rutsigiro Rwepamhepo, Rutsigiro Rwehunyanzvi rweVhidhiyo |
|---|---|---|---|
| Garandi: | Gore Rimwe | Nzvimbo Yekushanda: | 20-1000mm, 15KW |
| Kukwesha Kubuda Kwemagetsi: | 8-75V | Rudzi rwePakeji: | Bhokisi reMatanda |
Tsananguro yeChigadzirwa
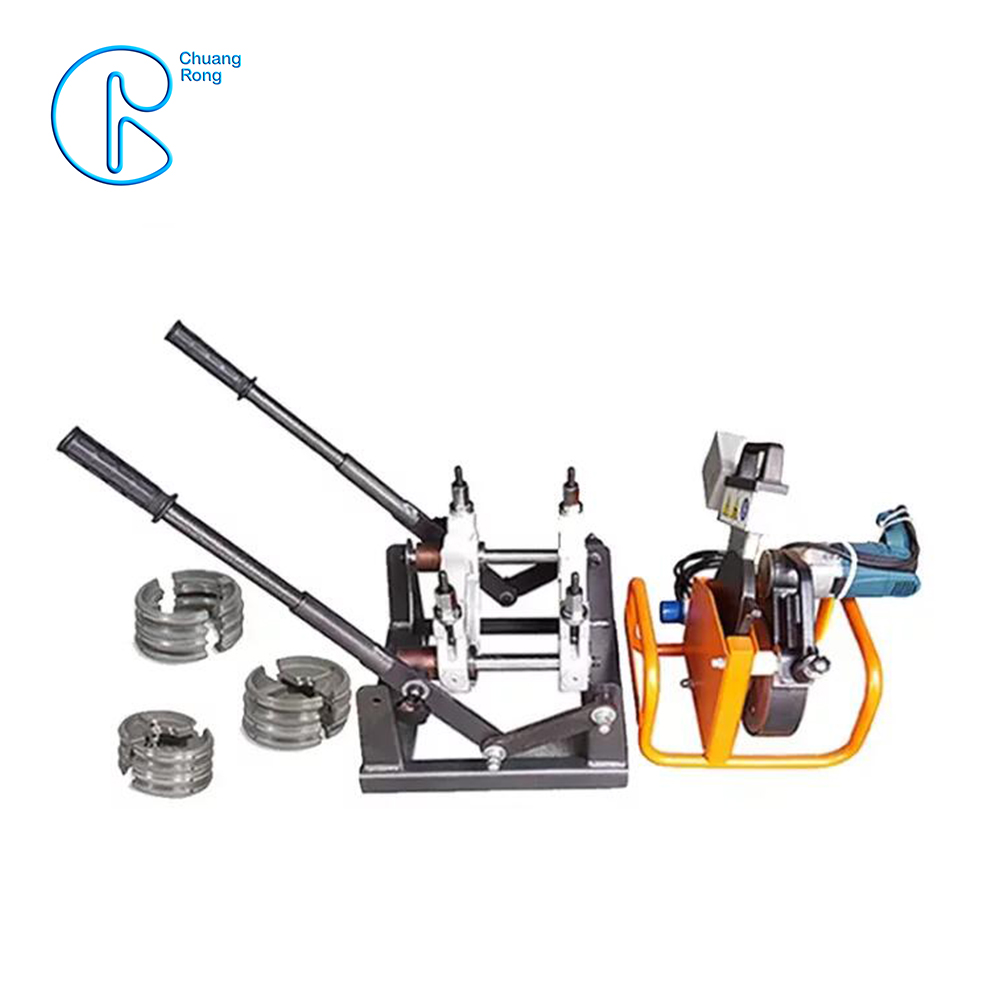
Muchina we630mm Welder Unoshandisa HDPE Plastiki Pombi Jointing Heater
* MCU yepamusoro inoshandiswa senzvimbo yekudzora, ine parameter yakawanda, kuyera uye basa rakakwana rekudzivirira;
*Kupenya kwakanyanya kwegirazi remvura, kutsigira mitauro yakawanda, kushanda kwebhatani rekubata, interface yemuchina wemunhu;
*Magetsi akafara uye magetsi anopinzwa, akakodzera padanho remagetsi repanzvimbo iyoyo;
*Kudzora kwakanyatsojeka kwesimba remagetsi nenguva, simbisa kunaka kwekushongedza;
*Nguva yekupindura inobuda nekukurumidza kana magetsi apera, kugadzikana kwakanyanya;
*Tsigira rekodhi yekuwelda yekuverenga dhisiki reU;
*Tsigira parameter yefomura yekuisa dhisiki reU;
*Tsigira printer inotakurika yeUSB, rekodhi yekushongedza yekudhinda;
*Nebasa repombi rinofananidza kuzivikanwa otomatiki;
*Basa rakanaka rekudzivirira kaviri;
*Iine basa rekushongedza rinosvika zvikamu zvitanhatu, rinogona kuchinjika kune zvinodiwa zvakasiyana zvekushongedza mapaipi;
*Tsigirai mhando dzakasiyana dzemaparamita ekubatanidza: kuisa nemaoko, kubvisa fomura, kuisa barcode scanning input;
*Bhodhi rekudzora rinoshandisa tekinoroji yeSMT welding kuderedza mwero wekukundikana kwemuchina wese.
Magadzirirwo ehunyanzvi
| Simba rekuisa | Yakayerwa voltage yekupinda | 220V±20% |
| Yakayerwa frequency yekupinda | 45~65Hz | |
| Simba rekuburitsa | Yakayerwa voltage yekubuda | Tarisa kutsanangudzo yemhando |
| Simba rekuburitsa | Tarisa kutsanangudzo yemhando | |
| Hunhu hwekudzora | Kudzora maitiro | Mhepo inogara iripo, magetsi anogara aripo |
| Kunyatsorongeka kwehuwandu hwemagetsi | ≤±0.5% | |
| Kunyatsorongeka kwekudzora nguva | ≤±0.1% | |
| Kuyera kupisa kwakanyatsojeka | ≤1% | |
| Skena bhawa kodhi | Skena 24 bit barcode inoenderana neISO 13950-2007 | |
| Zviri munzvimbo | Tembiricha iri munzvimbo yakapoteredza | -20~50℃ |
| Tembiricha yekuchengetedza | -30~70℃ | |
| Hunyoro | 20% ~90% RH, hapana kunyorovesa | |
| Kudedera | <0.5G, hapana kudedera uye kurova kwesimba | |
| Kukwira | 1000m AMSL, kana ≥1000m yadzikira mutengo zvichienderana neGB/T3859.2-93 |
Tsananguro yebasa
1 Kushongedza chikamu chimwe chete
Mushure mekubatidza, muchina wekubatanidza unopinda otomatiki kune welding interface sezvakaratidzwa pazasi, fambisa cursor nekuchinja kwekuruboshwe nekururudyi, uchidzvanya bhatani rekuti "OK" mushure mekunge cursor yaenda kune ma parameter anoenderana yasarudzwa, uye ma parameter acho ari muchimiro chekupenya.
Kuburikidza nemakiyi ekukwira nekudzika kuti uchinje kukosha kweparameter, tinya bhatani rekuti “OK” kuti uchengetedze kukosha kwedata. Kana ukadzvanya bhatani rekuti “ESC” kuti ubvise shanduko, data rinodzokera kukukosha kwedata risati ragadziriswa. Kuisa kukosha kwe “1.03 pipe resistance” kwakaenzana nekukosha kwakafanana kwepipe.
Mushure mekunge ma parameter e welding aiswa, fambisa cursor ku "RUN" wodzvanya "OK" kuti upinde mukuita kwe welding.
Cherechedza: Isa "1.03 pombi resistance" pa0 kana usingazive pombi resistance, chete open circuit fault (pombi resistance yakakura kupfuura 20 ohms kana output current iri 0) ndiyo inoonekwa panguva yekuona pombi. Asi iyi setting ichadzima basa re "pipe resistance identification alarm", saka haigone kuiswa kana zvichidikanwa.

2 Kushongedza zvikamu zvakawanda
Kana nzira yekuisa pombi ichida kusanganisa mapaipi akawanda, zvinodikanwa kugadzirisa "ma parameter ekuisa" → kukosha kweparameter kwakaenzana ne "segment value" inodiwa ye "1.02 welding number setting".
Semuenzaniso: kuramba kwepombi 0.4Ω, modhi yemagetsi asingachinji, 3 welding, chikamu chekutanga: 35V / 150 seconds, chechipiri: 40V / 250 seconds, chechitatu: 40V / 280 seconds, nguva yekutonhodza i100 seconds.
Kutanga, tinofanira kushandura kukosha kwe "1.02 welding phase number set" kuenda ku3, kuisa kukosha kwe "1.03 pombi resistance" kuenda ku0.4Ω, kuisa kukosha kwe "1.04 welding parameters" kuenda ku35V, uye tobva taisa kukosha kwe "1.05 1".stnguva yekunamira "kusvika kumasekonzi zana nemakumi mashanu. Izvi zvinopedzisa chikamu chekutanga chekugadzirisa kwenamira.
Pakupedzisira, unofanirwa kuisa kukosha kwe "1.16 pipe cooling time" kumasekonzi zana. Uye ipapo magadzirirwo ewelding parameters apera. Dzvanya bhatani rekuti "ESC" kuti udzokere kustandby welding interface, unogona kuona kukosha kweparameters uye kukosha kwenguva zvakafanana nemagadzirirwo ekare. Fambisa cursor kuenda ku "RUN" wodzvanya "OK" kuti upinde mukuita kwewelding.
Matanho ekushanda anoratidzwa pazasi:

3 Kushongedza masikirini
Kana pombi yakabatana nebha code sezvakaratidzwa pazasi, unogona kuiverenga kuburikidza neskena. Maparamita ewelding ebha code anotevera ndeaya: voltage isingachinji: 39.5V, nguva yewelding: masekondi 200, nguva yekutonhodza: maminetsi gumi nemashanu.
Mushure mekunge mushandisi abatanidza zvakanaka, kushandisa scanner kuskena barcode uye scanner kuchaita ruzha rwekuti "beep", uye unogona kuona kukosha kwewelding parameters kwakaongororwa nebarcode pane welding standby interface.
Cherechedza: 1, Rudzi rwemuchina wekunamira chete ndirwo rune "S" ine basa rekutsigira scanner;
2. Barcode inofanira kutevedzera rudzi rwebarcode rwe "3.06 barcode type";
3. Unofanira kushandisa scanner yakatsaurirwa yakagadzirwa nekambani yedu.
Zano: laser nebar code hazvina madhigirii makumi mapfumbamwe zvakakwana, mhedzisiro yekuskena ndiyo yakanakisisa, kona yekutsvedza inokwira nekudzika i±65°, kona yekutsvedza inokwira nekudzika i±60°, kona yekutsvedza inotenderera i±42°. Kana uchiskena bar code, ndapota rega laser ifukidze bar code yese, zvikasadaro ungasakwanisa kuverenga data rakarurama.

Kushandiswa
Chigadzirwa ichi chishandiso chakasiyana chinobatanidza chinoshandiswa kubatanidza electrofusion yepombi isina kumanikidzwa kana soketi.
 "Kutendeseka, Kugadzira Zvinhu Zvitsva, Kusimba, uye Kushanda Nesimba" ndiyo pfungwa inogara iripo yekambani yedu yekusimbisa pamwe chete nevatengi kuti vawirirane uye vawane purofiti yemakore gumi nemasere ekugadzira fekitari Dn20-200 Fully Automatic Electrofusion Welding Machine, sezvo iri kambani iri kukura, tingasave tiri vanobudirira zvakanyanya, asi tiri kuedza nepatinogona napo kuva shamwari yako yakanaka.
"Kutendeseka, Kugadzira Zvinhu Zvitsva, Kusimba, uye Kushanda Nesimba" ndiyo pfungwa inogara iripo yekambani yedu yekusimbisa pamwe chete nevatengi kuti vawirirane uye vawane purofiti yemakore gumi nemasere ekugadzira fekitari Dn20-200 Fully Automatic Electrofusion Welding Machine, sezvo iri kambani iri kukura, tingasave tiri vanobudirira zvakanyanya, asi tiri kuedza nepatinogona napo kuva shamwari yako yakanaka.
Fekitori yemakore gumi nemasereMuchina weKushongedza weElectrofusion weChina nemuchina weKushongedza weElectro weChinaTichaita zvese zvatinogona kuti tishande pamwe chete uye tigutsikane nemi tichivimba nemhando yepamusoro uye mutengo wemakwikwi uye zvakanakisa mushure mebasa, tinotarisira kushanda nemi nemwoyo wese uye kuita zvibodzwa mune ramangwana!
Tumirai meseji yenyu kwatiri:
Zvikamu zvezvigadzirwa
-

2019 New Style China Automatic Polyfusion Weld...
-

Fekitori inogadzira Simbi Wire Yakasimbiswa Thermoplas ...
-

100% Yepakutanga China HDPE PE80 PE100 Cap Plstic ...
-
Mutengo Wepamusoro China 355mm Polyethylene Butt F ...
-
Hunhu Hwepamusoro hwe1.5″ Inch 50mm PE100 HDP ...
-

Mugadziri weODM E/F Electro-Fusion Weding Mach ...
Zvinongedzo Zvemagariro




Kambani Yedu
Zvinongedzo Zvinokurumidza
taura nesu
- Wedzera:
Kamuri 911, Chivako T1, The Ring Center, Nhamba 333 Dongda Road, Chengdu, China.
- Nhare: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Zvigadzirwa Zvinopisa - Mepu yenzvimbo - AMP Mobile
Hdpe Pipe Uye Fitting, Chibatiso Chekugadzirisa, Adapta yevarume, Pombi yeMvura yePe, Hdpe Pipe Fitting, Hdpe Pipe Fittings,
-

Runhare
-

E-mail
-

WhatsApp
-

Skype
-

Pamusoro
Tumirai meseji yenyu kwatiri:

- English
- French
- German
- Portuguese
- Spanish
- Russian
- Japanese
- Korean
- Arabic
- Irish
- Greek
- Turkish
- Italian
- Danish
- Romanian
- Indonesian
- Czech
- Afrikaans
- Swedish
- Polish
- Basque
- Catalan
- Esperanto
- Hindi
- Lao
- Albanian
- Amharic
- Armenian
- Azerbaijani
- Belarusian
- Bengali
- Bosnian
- Bulgarian
- Cebuano
- Chichewa
- Corsican
- Croatian
- Dutch
- Estonian
- Filipino
- Finnish
- Frisian
- Galician
- Georgian
- Gujarati
- Haitian
- Hausa
- Hawaiian
- Hebrew
- Hmong
- Hungarian
- Icelandic
- Igbo
- Javanese
- Kannada
- Kazakh
- Khmer
- Kurdish
- Kyrgyz
- Latin
- Latvian
- Lithuanian
- Luxembou..
- Macedonian
- Malagasy
- Malay
- Malayalam
- Maltese
- Maori
- Marathi
- Mongolian
- Burmese
- Nepali
- Norwegian
- Pashto
- Persian
- Punjabi
- Serbian
- Sesotho
- Sinhala
- Slovak
- Slovenian
- Somali
- Samoan
- Scots Gaelic
- Shona
- Sindhi
- Sundanese
- Swahili
- Tajik
- Tamil
- Telugu
- Thai
- Ukrainian
- Urdu
- Uzbek
- Vietnamese
- Welsh
- Xhosa
- Yiddish
- Yoruba
- Zulu
- Kinyarwanda
- Tatar
- Oriya
- Turkmen
- Uyghur