

Kugamuchirwa kuCHANGRONG

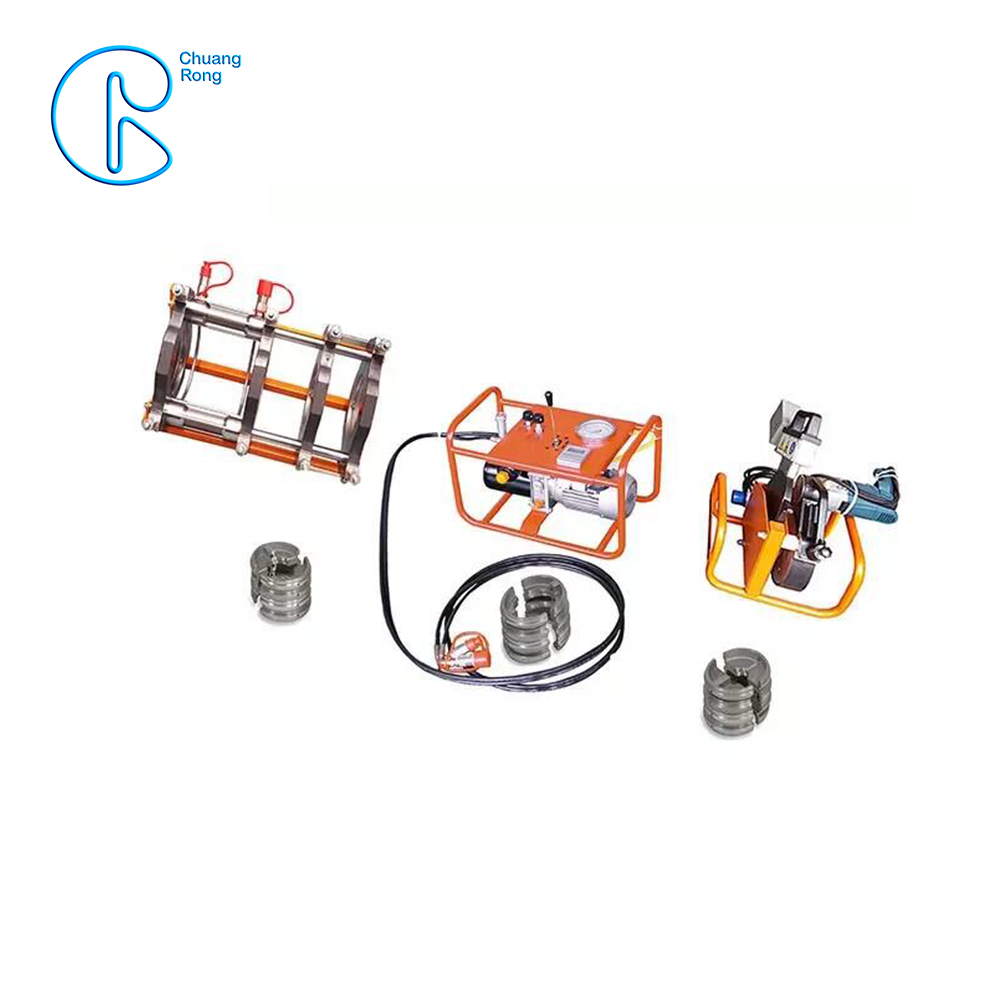
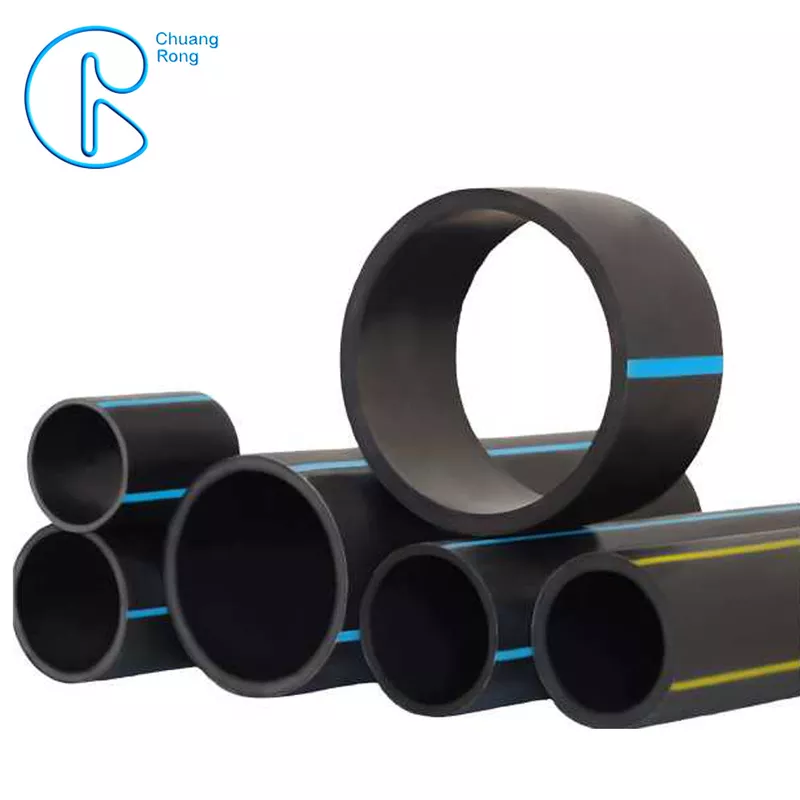
Fekitari Yemahara sampuro Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine
Iye zvino tave nevashandi vakawanda vevashandi vakanaka pakushambadzira kweinternet, QC, uye kushanda nemhando dzedambudziko rinonetsa mukati menzira yekugadzira yeFactory Yemahara sampu Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine, Chinangwa chedu chekupedzisira ndechekumira semhando yepamusoro uye kutungamira semapiyona mukati memunda wedu. Isu tanga tichiziva kuti chiitiko chedu chiri kubudirira mukugadzirwa kwezvishandiso chichakunda kuvimba kwemutengi, Ndinoshuva kushanda pamwe uye kugadzira mukana uri nani zvakanyanya pamwe newe!
Iye zvino tave nevashandi vakawanda vevashandi vakanaka pakushambadzira kweinternet, QC, uye kushanda nemhando dzedambudziko rinonetsa mukati menzira yekugadziraChina Plastic Pipe Welding uye Butt Welding Fusion Machine, Isu tinobatanidza zvese zvakanakira isu kuti tirambe tichigadzira, kuvandudza uye optimize chimiro chedu cheindasitiri uye kuita kwechigadzirwa. Tichagara tichitenda mazviri uye tichishanda pazviri. Tikugashirei kubatana nesu kusimudzira girinhi mwenje, pamwe chete isu tichagadzira Ramangwana riri nani!
Product information

●Welding simba: 3.5KW, 2.2KW chete kusangana imwe-chikamu 220V voltage kupinza;
● Optional accessories: S: S: scanner kuverenga; G: GPS nzvimbo; P: printer;
Ongorora: Basa rekuita kwebar kodhi scanning, kudhinda uye GPS inoda kutenga zvinoenderana nemidziyo.
| ◇ Yepamberi SCM inodzora unit, yakawanda parameter kuseta, kuyera uye kuchengetedza basa |
| ◇ Kupenya kwakakwirira kweLCD kuratidza, chiChinese/chiRungu kushanda, chimiro chehushamwari chemunhu nemuchina |
| ◇ Wide magetsi uye kupinza kwevoltage, yakanyatsokodzera nzvimbo yemagetsi network wave |
| ◇ Simba repamusoro rakarurama, kudzora nguva, chengetedza kunaka kwewelding |
| ◇ Nguva yekupindura yekubuda nekukurumidza (500??800ms), kugadzikana kwakanaka kana magetsi apwanyika. |
| ◇ Iine basa rezvikamu gumi zvinorongeka welding, yakakodzera kune akasiyana welding zvinodiwa zvefittings. |
| ◇ Huru yekuchengetera huwandu hwewelding datum, nzira iri nyore yekupinda nayo welding paramita |
| ◇ Yakakwana dhizaini uye SMT welding craftwork, Deredza kukanganisa kweseti yese |
| ◇ Kudzivirira basa kubva kune-yazvino, yakawandisa-voltage uye yakawandisa nezvimwe. |
| ◇ Compact dhizaini, vhoriyamu diki uye huremu huremu |
Technical Features
| Working Range | 20-200mm |
| Welding yakabuda voltage | 8-48V |
| Single phase | 230V |
| Magetsi | 50-60Hz |
| Max.absorbed simba | 4000W |
| Max.output current | 100A |
| 60% Duty cycle kubuda | 60A |
| Memory Capacity | 500 report |
| Dhigirii rekudzivirira | IP54 |
| Dimensions muchina (WxDxH) | 263X240X300mm |
| Zviyero zvakatakura kesi (WxDxH) | 352x188x341 |
| Kurema | 9Kg |
Kiyi-dzvanya
| Kiyi-dzvanya | Zita | Tsanangudzo yebasa |
| OK | Simbiso | Confirm |
| ESC | Exit | Cancel |
| Ç | Wedzera | Menu kumusoro / Data inowedzera |
| È | Decrease | Menu pasi / Data inodzikira |
| Æ | Right shift | Menu yekurudyi shift/Iyo yakagadziridzwa chinzvimbo shift yekurudyi |
| Å | Left shift | Menu left shift/Iyo yakagadziridzwa nzvimbo yakasara shift |
Inoshanda parameter
| Menyu Nha. | Zita | Range | Default | Keyboard hunhu |
| Parameter menyu 1: welding parameters | ||||
| 1.01 | Kudzora modhi sarudzo | Constant voltage / inogara iripo | Constant voltage | R/W |
| 1.02 | Welding zvikamu | 1~6 | 1 | |
| 1.03 | Kuramba kwepombi | 0.00 ~19.99 | 0 | |
| 1.04 | Welding para. ye1stphase | 0~Rrated | 0 | |
| 1.05 | Welding nguva ye1stphase | 0~9999 | 0 | |
| 1.06 | Welding para. ye2ndphase | 0~Rrated | 0 | |
| 1.07 | Welding nguva ye2ndphase | 0~9999 | ||
| 0 | ||||
| 1.08 | Welding para. zve3rdphase | 0~Rrated | 0 | |
| 1.09 | Welding nguva ye3rdphase | 0~9999 | 0 | |
| 1.10 | Welding para. zve4thphase | 0~Rrated | 0 | |
| 1.11 | Welding nguva ye4thphase | 0~9999 | 0 | |
| 1.12 | Welding para. ye5thphase | 0~Rrated | 0 | |
| 1.13 | Welding nguva ye5thphase | 0~9999 | 0 | |
| 1.14 | Welding para. ye6thphase | 0~Rrated | 0 | |
| 1.15 | Welding nguva ye6thphase | 0~9999 | 0 | |
| 1.16 | Nguva yekutonhodza | 0~9999 | 0 | |
| Parameter menyu 2: Formula basa paramita | ||||
| 2.01 | Formula Nha. | 0~20 | 0 | R/W |
| 2.02 | Formula pombi mhando | 0~32000 | 0 | |
| 2.03 | Formula pombi kuramba | 0.00 ~19.99 | 0 | |
| 2.04 | Formula control mode | Constant voltage / inogara iripo | Constant voltage | |
| 2.05 | Formula welding zvikamu | 1~6 | 1 | |
| 2.06 | Welding para. ye1stphase | 0~Rrated | 0 | |
| 2.07 | Welding nguva ye1stphase | 0~9999 | 0 | |
| 2.08 | Welding para. ye2ndphase | 0~Rrated | 0 0 | |
| 2.09 | Welding nguva ye2ndphase | 0~9999 | ||
| 0 | ||||
| 2.10 | Welding para. zve3rdphase | 0~Rrated | 0 | |
| 2.11 | Welding nguva ye3rdphase | 0~9999 | 0 | |
| 2.12 | Welding para. zve4thphase | 0~Rrated | 0 | |
| 2.13 | Welding nguva ye4thphase | 0~9999 | 0 | |
| 2.14 | Welding para. ye5thphase | 0~Rrated | 0 | |
| 2.15 | Welding nguva ye5thphase | 0~9999 | 0 | |
| 2.16 | Welding para. ye6thphase | 0~Rrated | 0 | |
| 2.17 | Welding nguva ye6thphase | 0~9999 | 0 | |
| 2.18 | Formula kutonhora nguva | 0~9999 | 0 | |
| 2.19 | Sevha fomula iripo | 0~1 | 0 | |
| Parameter menyu3: parameters setting | ||||
| 3.01 | Standard ambient tembiricha | 0.0~50.0℃ | 20 ℃ | R/W |
| 3.02 | Ambient tembiricha muripo | 0.00%~0.09% | 0.02% | |
| 3.03 | Welding kumbomira gonesa | 0~1 | 0 | |
| 3.04 | Pipe identification inogonesa | 0~1 | 0 | |
| 3.05 | Doubling voltage setting | 1.0~15.0 | 10.0 | |
| 3.06 | Barcode type setting | 0~1 | 0 | |
| 3.07 | Resistance identification gonesa | 0~1 | 0 | |
| 3.08 | Resistance range | 0 ±30% | ±15% | |
| 3.09 | Mutauro | 0~2 | 0 | |
| 3.10 | Gore | 1~99 | 16 | |
| 3.11 | Mwedzi | 1~12 | 8 | |
| 3.12 | Zuva | 1~31 | 8 | |
| 3.13 | Awa | 0~23 | 8 | |
| 3.14 | Mineti | 0~59 | 8 | |
| 3.15 | Kuiswa kwefekitari | 0~9999 | 1000 | |
| Parameta menyu 5: satellite yakagamuchira paramende yekumisikidza | ||||
| 5.01 | Kurongeka kwenzvimbo yenguva | -12~+12 | 8 | R/W |
| 5.02 | Satellite nguva update | 0~1 | 0 | |
| 5.03 | Nhamba yesatellite yazvino | - | - | R |
| Parameta menyu 6: engineering parameter kumisikidza | ||||
| 6.01 | Injiniya Nha. | Musanganiswa wemabhii makumi maviri nenhamba | - | R/W |
| 6.02 | Project Nha. | Musanganiswa wemabhii makumi maviri nenhamba | - | |
| 6.03 | Welder Nha. | Kusanganiswa kwenhamba 6 | - | |
| 6.04 | Welding joint Nha. | Kusanganiswa kwenhamba 6 | - | |
| 6.05 | Pipe type | Kusanganiswa kwemavara gumi nenhamba | - | |
| 6.06 | Paipi fittings fekitari | Kusanganiswa kwemavara mashanu nenhamba | - | |
| 6.07 | Pipe dhayamita | Kusanganiswa kwemavara mashanu nenhamba | - | |
| 6.08 | Pipe inokodzera SDR | 33;26;21;17.6;17;13.6;11;9;Hapana | Hapana | |
| 6.09 | Pipe zvinhu | PE80/PE100/ Hapana | Hapana | |
| 6.10 | Welding muchina Nha. | Musanganiswa wemabhii makumi maviri neshanu nenhamba | - | |
Workshop
 Iye zvino tave nevashandi vakawanda vevashandi vakanaka pakushambadzira kweinternet, QC, uye kushanda nemhando dzedambudziko rinonetsa mukati menzira yekugadzira yeFactory Yemahara sampu Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine, Chinangwa chedu chekupedzisira ndechekumira semhando yepamusoro uye kutungamira semapiyona mukati memunda wedu. Isu tanga tichiziva kuti chiitiko chedu chiri kubudirira mukugadzirwa kwezvishandiso chichakunda kuvimba kwemutengi, Ndinoshuva kushanda pamwe uye kugadzira mukana uri nani zvakanyanya pamwe newe!
Iye zvino tave nevashandi vakawanda vevashandi vakanaka pakushambadzira kweinternet, QC, uye kushanda nemhando dzedambudziko rinonetsa mukati menzira yekugadzira yeFactory Yemahara sampu Welping 63-250mm 4 Clamps HDPE Pipe Manual Butt Fusion Welding Machine Electrofusion Welding Machine, Chinangwa chedu chekupedzisira ndechekumira semhando yepamusoro uye kutungamira semapiyona mukati memunda wedu. Isu tanga tichiziva kuti chiitiko chedu chiri kubudirira mukugadzirwa kwezvishandiso chichakunda kuvimba kwemutengi, Ndinoshuva kushanda pamwe uye kugadzira mukana uri nani zvakanyanya pamwe newe!
Fekitari Yemahara sampuroChina Plastic Pipe Welding uye Butt Welding Fusion Machine, Isu tinobatanidza zvese zvakanakira isu kuti tirambe tichigadzira, kuvandudza uye optimize chimiro chedu cheindasitiri uye kuita kwechigadzirwa. Tichagara tichitenda mazviri uye tichishanda pazviri. Tikugashirei kubatana nesu kusimudzira girinhi mwenje, pamwe chete isu tichagadzira Ramangwana riri nani!
Tumira meseji yako kwatiri:
Zvigadzirwa zvikamu
-

Kusarudzwa kukuru kweChina Porfessioanl PVC Iye ...
-

OEM/ODM Mugadziri China 200mm Plastic Pipe W...
-

OEM/ODM Factory China Chengetedza Floor Space ne...
-
Mutengo Wemakwikwi eCRDH 1000 HDPE Butt Weldi...
-
Factory source China PE100 Pn16 50mm 100mm 110m...
-
Big Discount Polyethylene HDPE Pipe yeConveyi...
Social Links




Quick Links
taura nesu
- ADD:
Room 911, Building T1, The Ring Center, No.333 Dongda Road, Chengdu, China.
- TEL: 0086-18180897627
- EMAIL: chuangrong@cdchuangrong.com
Hot Products - Sitemap - AMP Mobile
Hdpe Pipe Uye Kukodzera, Hdpe Pipe Fittings, Male Adapter, Hdpe Pipe Fitting, Kugadzirisa Clamp, Pe Mvura Pipe,
-

Phone
-

E-mail
-

Whatsapp
-

Skype
-

Top
